


The 4 pictures at left, were promotional materials for the Striker hammers.
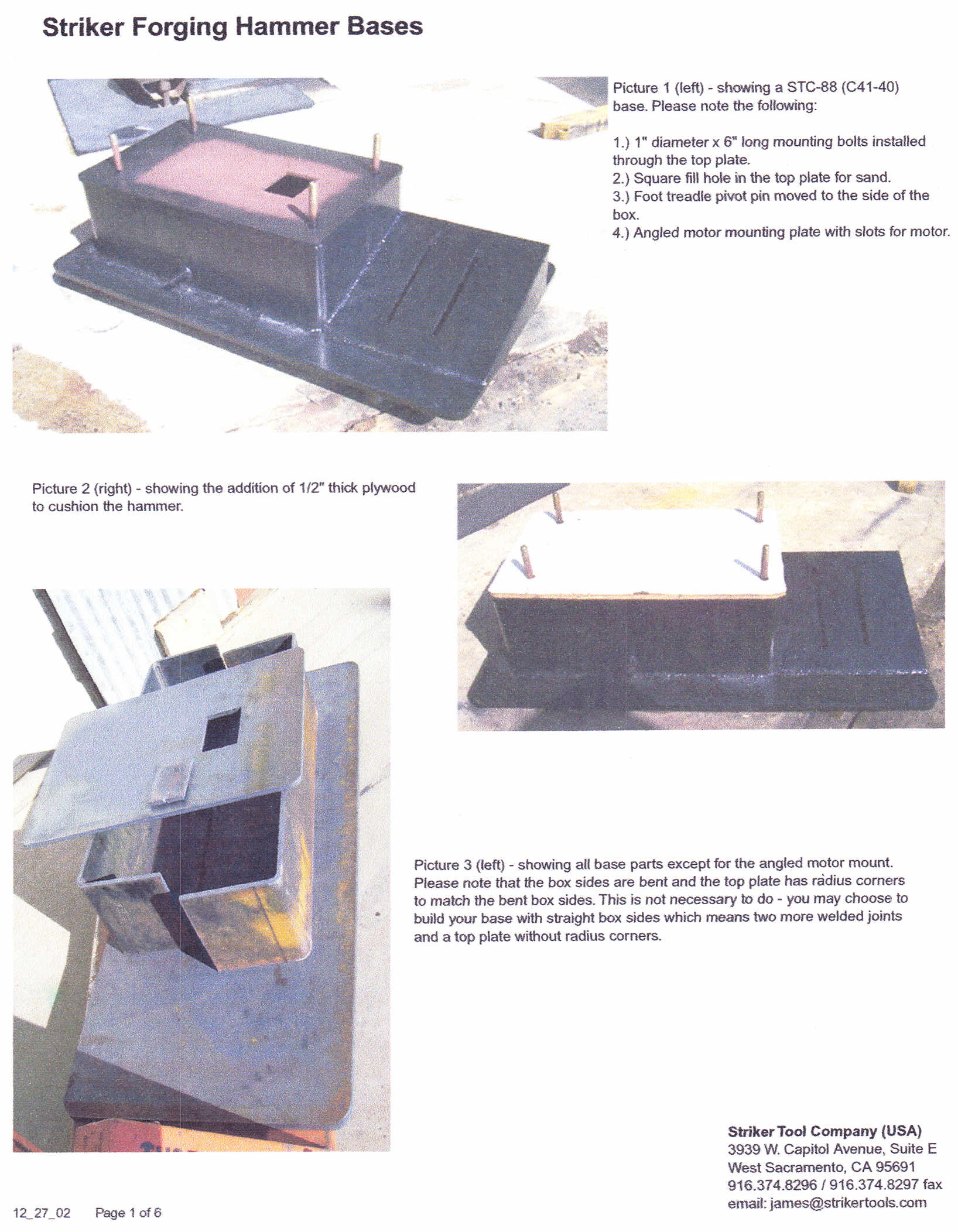
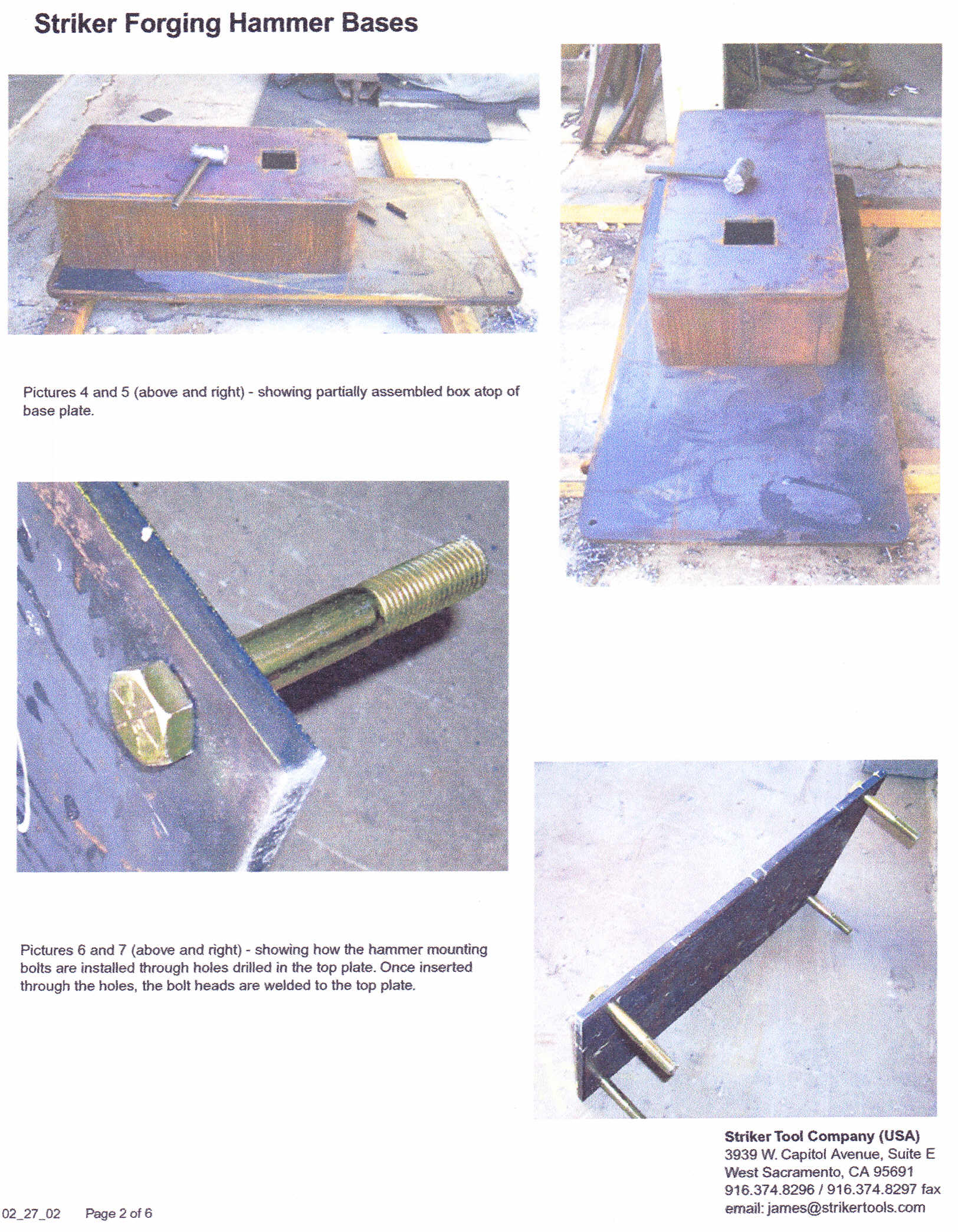




The five worksheets at left, were part of the Striker Tool Company design plans for constructing a base for their Striker hammers. These were included with the Striker hammer owner's manual that was packed in the shipping crate with the hammer.



The three worksheets at left, give instructions for initial startup up of a new Striker hammer. Oil recommendations were also included (see picture at middle left). Recommended oils originally included Chevron Machine Oil AW 220, Chevron Machine Oil AW 320, and Chevron Vistac Way Oil AW 220 (also known as rock drill oil) for the STC-143 and larger hammers. These were included with the Striker hammer manual packed in the shipping crate with the hammer.
The names of the recommended oils have changed. Chevron Machine Oil AW is now sold under a new name - Chevron Rando HD. Alternate names include Texaco Rando HD 220 and Chevron/Texaco Rando HD 220.
Original oil name: Chevron Machine Oil
AW ISO 220
Recommended oil: Chevron Rando HD ISO 220
Alternate names: Texaco Rando HD 220
Chevron/Texaco Rando HD 220

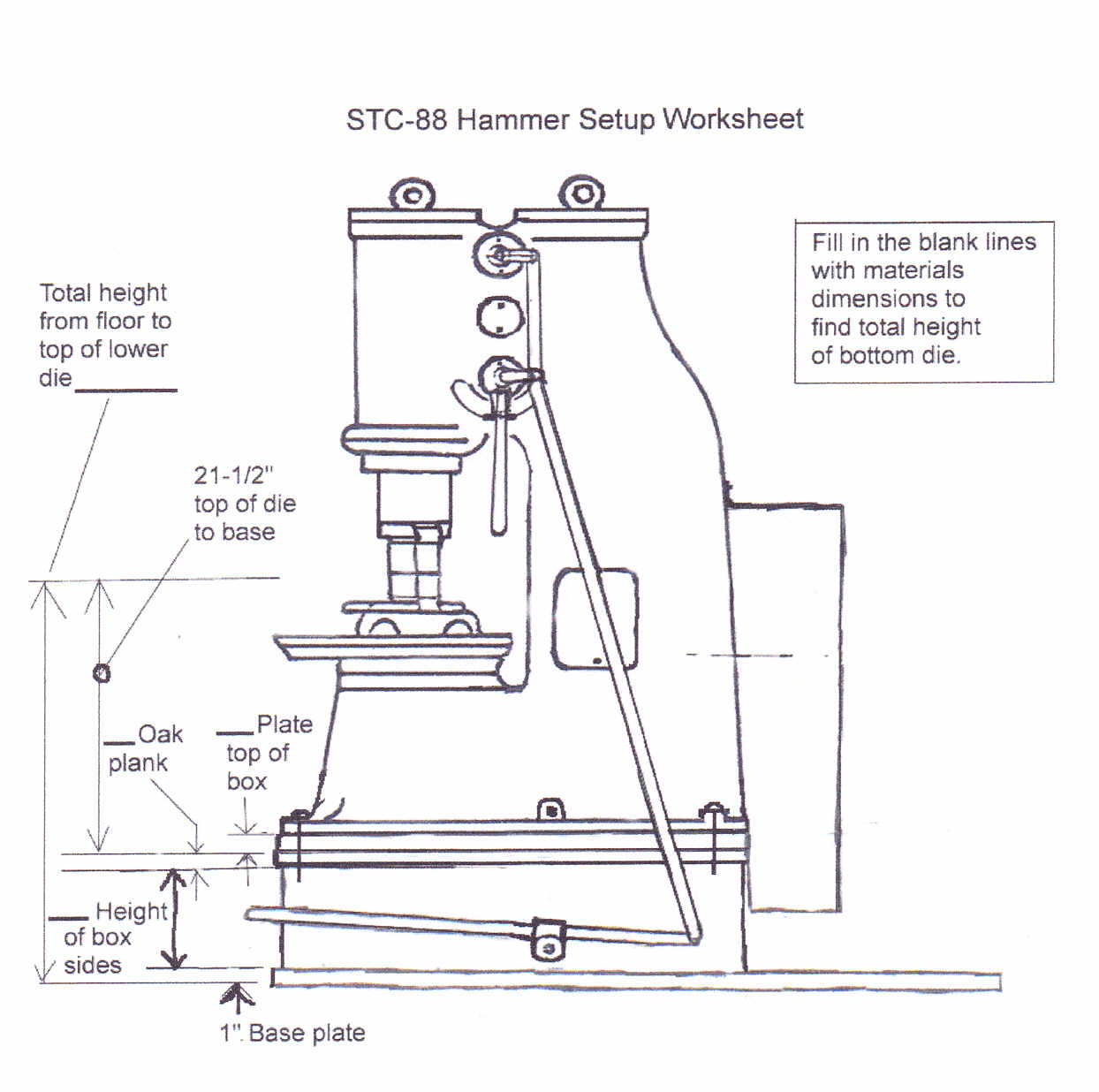
The two pictures at left, were created by myself as an aid in obtaining dimensions for constructing a steel base for a new STC-88 hammer. By filling in the known dimensions of all of the parts of the hammer and including the thicknesses of the floor plate and deck plate and wooden deck pad, I was able to solve for the missing height of the steel box sides of the work stand frame. See the STC-88 Air Hammer page for more information on the construction of the steel work stand base here: http://www.beautifuliron.com/gs_stc-88_air_hammer.htm
Throttle position & Throttle stop
The throttle stop prevents the throttle lever from traveling past a set position. The throttle stop allows the hammer throttle to maintain a set position after the hammer operator releases the throttle.
The throttle stop is spring loaded to hold it in position against the detent that is machined in the edge of the lower throttle valve lever. All air hammers must have this to function properly. The throttle stop can be rotated or disengaged allowing the hammer ram to fall or be placed in 'press' position as desired. The throttle stop can be quickly returned to normal position, and when the blacksmith presses and then releases the throttle, the throttle stop will again catch the throttle an 'idle' position or high strike position as desired..
When operating the air hammer, the blacksmith will find it most desirable to have the ram raise up to the high 'strike' position after completing a forging task. If the hammer ram is allowed to fall and rest on the lower dies after the blacksmith releases the throttle, then the smith must waste valuable time to raise the hammer ram again to the strike position before resuming forging operation.
On some early model Chinese-made hammers, the throttle stop does not hold the throttle in the high strike position but instead, only prevents the throttle from moving into the press position.
These early style hammer throttles had an 'idle' position that allows the hammer ram to drop down and rest on the lower die. If the ram is idling on the bottom die, then the ram must be raised into forging position before forging can begin again. Raising the hammer ram to high strike position takes several seconds, but when the smith has only seconds to perform a forging task while the iron is at the proper temperature, any loss of time translates to lost production.
Fabricating a modified adjustable throttle stop or lock for hammers with older style throttle mechanisms can greatly improve productivity. Fabricated throttle stops can be as simple or as complex as the smith desires. The photos shown here include a fabricated throttle lock mounted to the base of an early model Chinese-made air hammer. This throttle lock has a two-position lever that can allow the hammer to 'press' if desired.
 The
photo at left shows the author stepping on the treadle and pointing at the
throttle stop catch pin. The catch pin is spring loaded so that it always engages
the detent that was machined in the edge of the lower throttle lever. By stepping
on the throttle, pressure is removed from the catch pin, and the catch pin can
next be rotated to disengage it for press operation of the hammer.
The
photo at left shows the author stepping on the treadle and pointing at the
throttle stop catch pin. The catch pin is spring loaded so that it always engages
the detent that was machined in the edge of the lower throttle lever. By stepping
on the throttle, pressure is removed from the catch pin, and the catch pin can
next be rotated to disengage it for press operation of the hammer.

The throttle stop is rotated to allow the detent in the throttle to pass over it and transition to 'press' operation.
 Photo
at left shows the throttle stop reversed, look closely, the inclined surface of
the catch pin allows the detent in the lower throttle lever to float past the
catch pin and move to press position.
Photo
at left shows the throttle stop reversed, look closely, the inclined surface of
the catch pin allows the detent in the lower throttle lever to float past the
catch pin and move to press position.
 Fabricated
throttle holds throttle in high strike position after blacksmith releases
throttle. In the photo at left, the author is unlocking the throttle to allow it
to transition to idle position.
Fabricated
throttle holds throttle in high strike position after blacksmith releases
throttle. In the photo at left, the author is unlocking the throttle to allow it
to transition to idle position.
 At
left is a closer look at the fabricated throttle lock.
At
left is a closer look at the fabricated throttle lock.