[Home] [Back To The Forge & Fire] [The Blacksmith's Fire] [Lighting The Fire] [Using The Fire}
UPDATED September 16th, 2019. Previous update was way back on October 21st, 2001.
Heats (different colors) and their use
Iron and steel become softer and easier to forge when heated to red and higher temperatures. The higher the heat and brighter the color, the softer and easier to forge the steel and iron become. But there is often a specific temperature or color range to which a smith heats the iron, which gives the best results for each type of forging task to be accomplished. Wrought iron can be worked at the higher temperatures and is welded at higher temperatures and brighter colors than mild steel, while alloy steels must be forged at lower temperatures (lower colors) than mild steel. The beginner should note here that the higher the alloy content of the steel, the smaller the window of temperatures at which it could be heated and worked.
At left is a color chart showing the colors and approximate heat temperatures of those colors. Keep in mind that is nearly impossible to show an accurate depiction of the visual effect of these colors as they actually appear to the smith in the workshop. Sizzling heat is not shown in the chart at left.
The metal stiffens as it cools down and cannot be worked as easily when it cools to lower temperatures. A good rule of thumb for most shaping of mild steel and wrought iron is to work it when heated yellow, and put it back in the fire when it cools to red.
The cooler or darker red temperatures do have limited value in forging. The smith takes advantage of the stiffer condition of the iron at a lower temperature by doing his finish forging and smoothing at the lower red heat. At the lower temperatures the hammer won't leave such deep marks and the hammer is more likely to level the high spots than it is to create new deep depressions and marks. If the iron became bent or warped during forging, the smith straightens it before putting back in the fire, while still red.
Sparkling or sizzling heat should be avoided. The sizzling heat pretty much describes the visual effect. Bright sparks similar to those from grinding steel are flying off the material and the effected area is making a sizzling noise. The sizzling is literally the steel burning. At this point the steel should be considered-destroyed, and the effected area is of no further use. Cut off the effected area from the bar and throw it away. To try to save it or use it will end in failure of the piece because the grain structure is destroyed and the metal will crumble during forging and be brittle when cooled. Avoid sizzling heat.
Quenching the iron
Quenching is the rapid cooling of metal, usually done in water or oil or some other medium suitable for the specific type of material being cooled. Some exotic alloys are even hardened in an air quench. For the purposes of this article, the only quenches to be discussed are water and oil.
 The
type of quench used depends on the material being quenched. This
information should be looked up in a metallurgical reference according
to the name (alloy content) of the material and the smith should keep
this information in mind whenever the material must be cooled rapidly.
Wrought iron and many of the less expensive steels can be cooled
(quenched) in water but many of the high alloy steels cannot for risk of
fracture. An example of this is mild steel, which can be cooled in water
when needed, but steels made of molybdenum or chromium must never be
quenched in water or the steel will crack. What this means to the
beginner is that you can quench your normal stuff made of cheap steel in
water, but those tools you make from coil springs would crack if you
cooled them in anything but oil.
The
type of quench used depends on the material being quenched. This
information should be looked up in a metallurgical reference according
to the name (alloy content) of the material and the smith should keep
this information in mind whenever the material must be cooled rapidly.
Wrought iron and many of the less expensive steels can be cooled
(quenched) in water but many of the high alloy steels cannot for risk of
fracture. An example of this is mild steel, which can be cooled in water
when needed, but steels made of molybdenum or chromium must never be
quenched in water or the steel will crack. What this means to the
beginner is that you can quench your normal stuff made of cheap steel in
water, but those tools you make from coil springs would crack if you
cooled them in anything but oil.
There are two reasons to quench steel. The first is to harden the steel as the first step in the heat treatment process before tempering. The second reason is for local cooling of a small part of a forging when that forging has irregular sizes and shapes which would get burned (overheated) in the fire while heating other areas of the material. For example, when heating a forging possessing a large and small area, the area of the smallest mass would heat long before the area of the greatest mass and would therefore burn off. By local cooling (quenching a small area of the piece) the smith can control the excess heating of parts of the forging.
Placing iron in the fire
When possible the smith should always try to insert the iron into the fire in a way that causes the least disturbance or damage to the fire. For example; a straight bar of 1/2 inch square stock should be pushed straight into the side (front) of the fire, and it should be pushed in point first. By contrast many beginners and hobbyists make the mistake of trying to force the bar horizontally down through the top of the fire. The latter method causes immediate problems because it packs the fire down tightly which restricts the air blast up through the coke, and it also breaks up and crushes much of the coke into fines which will continue to restrict air flow even after loosening the fire with the poker.
Pushing a bar into the fire will break up and crush a small amount of coke no matter what the smith does but by pushing a bar into the fire point first, the amount of damage to the coke in the fire is reduced. And by pushing the bar into the fire from the side (front) the smith avoids packing the fuel downward.
The iron is heated in the heart of the fire
 Iron
is seldom ever laid simply over the fire to 'roast', except maybe for
light tempering when only a small amount of heat is needed. Instead the
iron is pushed into the heart of the fire where the highest temperatures
are present. The heart burns at a white-hot heat capable of literally
melting and burning the iron. The smith must learn by experience how far
the iron is placed in the fire to heat a given section of the iron, and
how long to heat the iron.
Iron
is seldom ever laid simply over the fire to 'roast', except maybe for
light tempering when only a small amount of heat is needed. Instead the
iron is pushed into the heart of the fire where the highest temperatures
are present. The heart burns at a white-hot heat capable of literally
melting and burning the iron. The smith must learn by experience how far
the iron is placed in the fire to heat a given section of the iron, and
how long to heat the iron.
The heart of the fire extends an inch or so above the sides of the
firepot. This allows any length of iron to be heated quickly. But the
heart is generally rounded in shape so staying as much as possible to
the center of the fire will help
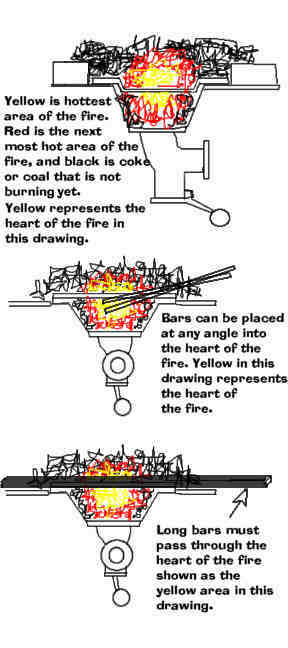 get
the best and most even heat. Short pieces of iron being heated only on
their ends may be inserted in a downward angled into the fire but care
must be taken so as not to push them too far down into the fire. For if
the ends are placed into the cooler coke above the tuyere pipe (below
the heart of the fire), or through the fire into the non-burning layer
of coke surrounding the fire, then the ends will not be as hot as the
areas farther up the bar. On the other hand knowing that the heart of
the fire is used to produce most of the heating of the iron to red
heats, the smith takes advantage of this latter characteristic. The
smith places his iron so the section he wants heated is placed in the
heart of the fire while other areas of the iron are pushed to cooler
sections of the fire.
get
the best and most even heat. Short pieces of iron being heated only on
their ends may be inserted in a downward angled into the fire but care
must be taken so as not to push them too far down into the fire. For if
the ends are placed into the cooler coke above the tuyere pipe (below
the heart of the fire), or through the fire into the non-burning layer
of coke surrounding the fire, then the ends will not be as hot as the
areas farther up the bar. On the other hand knowing that the heart of
the fire is used to produce most of the heating of the iron to red
heats, the smith takes advantage of this latter characteristic. The
smith places his iron so the section he wants heated is placed in the
heart of the fire while other areas of the iron are pushed to cooler
sections of the fire.
Unpacking the fire
When the fuel has become packed and will not allow blast air to flow freely through the loose coke, the fire will need to be loosened with a poker or other suitable tool. This is also a good time to feel around in the fire for clinkers. A poker with a blunt pointed and slightly curving tip works best for these tasks.
To loosen the fire the poker held vertical and starting at the top of the wall of the firepot closest to the smith push the poker down the side of the firepot scraping along the surface all the way to the bottom. Angle the poker scraping along the bottom surface of the firepot till reaching the tuyere slots or holes where blast air enters. Shove the poker down into the tuyere slots and swing the poker from front to back to clear the slot. With the slot cleared, raise the angle of the poker to the horizontal with a lifting motion up through the fire until completely clear of the fire. Repeat this process again to clear the other tuyere slots. For a side blast forge this method should be modified to clear the horizontal tuyere hole with care not to push clinkers or heavy debris into the hole. Leaving the blast air on may help both types of forges while clearing the tuyeres and loosening the fire. With the forge fire loosened, run blast air to be sure the fire is loosened. If a large amount of fines were present then the fire will burn slightly less efficiently for several minutes and should return to normal. If the fire still does not burn normal, try loosening it again. The smith must develop his/her own feel for how to best handle this fire-loosening task.
Placing large and irregularly shaped iron in the fire
Since the goal of the blacksmith's work is to forge objects which are seldom ever straight and uniform, the smith must learn to place unwieldy iron objects in the fire without damaging or packing the fire. Take a large scroll for example, placed in the fire with the scrolled end standing up so to be able to heat the straight section immediate next to it to continue bending. The curved section would be shoved through the fire breaking and shoving the top of the fire towards the opposite side of the forge as the scroll is pushed forward. The section lowest in the fire presenting an inclined surface that would climb and pack down the coke in the fire as it was shoved forward each time. Sometimes large disturbance of the fire is unavoidable but good fire tending skills will overcome the problems encountered here.
The rake is used to assist the placing of unusual irregular shaped pieces in the fire. As for the scroll example above, the rake would be used to hold the top of the fire in place while at the same time shoving the iron object through the fire. The rake held in one hand while shoving the work into the fire with the other allows the smith to control the disturbance to the fire. The rake is also used to pull fuel back onto the fire, which would otherwise be shoved off the edge of the far side of the forge each time a long piece of iron was shoved through the fire. And the rake is used to pull the top of the fire open in preparation of laying a very large irregular shaped piece of iron in the fire, followed immediately by raking the fuel back over the top of the iron in the fire.
For a very large piece of iron such as a piece of flat or dished sheet metal or plate, the top of the fire is pulled open with the rake. Fuel is raked far enough to the sides of the fire that the smith can still get to it after the iron is laid on top of the fire. But only the top of the fire is raked open, fuel banked up around the sides of the fire is left alone. As stated earlier in this page, without the layer of coke covering the top of the fire, a heart cannot take form. The coke reflects heat back downward into the fire and iron is heated best in the heart of the fire. To compensate for this the smith scoops up the coke that was raked aside when the large plate was first inserted in the fire, and this coke is laid on top of the area of the iron being heated. The coke insulates the top of the iron in the fashion. The coke laid on top of the iron will begin to burn and glow red, and heat times will be shortened dramatically from that of just laying the iron bare on top of the fire.
Replenishment of forge fuel
The volume of fuel (coke) within the fire is consumed continuously. Coke reduces in size as part of the normal burning process, settling lower and lower in the fire pot. Replacing fuel is therefore a necessary and regular task each time the iron is placed in the fire for heating. The amount of fuel consumed with a given air blast remains fairly constant over time regardless of what size iron is heated. Small pieces of iron require less time to heat and less fuel, so the smith may get by just fine adding fuel as he covers new pieces of iron in the fire But larger iron objects require more heat and time to heat, and the smith must be prepared to replenish fuel in the heart of the fire during a heat to replace consumed fuel and avoid a hollow fire.
When this is necessary a rake and/or poker are used to force coke down under the bar being heated so to replace the loose coke in the heart of the fire that was consumed during the heat. More coke is then raked over the fire to replace that, which was pushed into the heart, and more coal is then raked onto and around the fire to be converted into coke. Care must be taken to avoid packing the fire when forcing coke down below the bar.
Clinker
Clinker appears as a porous mass of semi-melted slag and glass-like material at the bottom of the fire near the tuyere. It is a mottled brown and/or grayish in color depending on the coal used and other impurities that it forms from. Clinker gets its name from the sound made when the poker or rake is tapped against it after it has cooled. It is harder than the bed of coke it forms in and, depending on the coal used, can sometimes be brittle and crumbly. While hot it is semi-molten and the smith learns through experience to identify clinker while feeling around the fire with the poker. Clinker is made up of impurities in the coal and metals heated. Large amounts of clinker are made also from bits of brazing metal used in the fire brazing process.
Clinker is of no value to the smith since it produces no heat and blocks the air inlet from the tuyere. It is also harmful to the forge welding process. It should be disposed of as quickly as possible so that it does not make its way back into the fire.
It is not possible to prevent the creation of clinker in the blacksmith's fire so the smith must learn to quickly identify clinker and clean the fire quickly so work can continue without delays. When formed in the fire, clinker is in a semi molten state and the smith learns through experience to be able to feel this subtle difference with a poker. If the fire is allowed to cool slightly, the clinker will solidify enough to be retrieved in one or several pieces without disturbing the fire very much. Inserting the poker down along the side of the firepot closest to the smith, and sliding the tip under the pool of clinker does this. The poker is gently lifted beneath the clinker and while feeling for excessive resistance from the surrounding coke, is lifted out of the fire intact. It is often necessary to agitate or loosen the fire slightly to allow the fragile piece of hot clinker to slide up through the fire without breaking the clinker into pieces. If the clinker does break, the smith uses the rake and shovel to retrieve the pieces from the top of the fire if they can be found.
Shutting the forge down for the night
When the smith is finished with the fire for the day, consideration should be given to lighting the following days fire. Following a simple procedure to set up the fire materials for the following day makes lighting the fire much easier.
Coke lights much easier than coal so an ample supply of coke should be left over from the days fire to aid in lighting the new fire. Maintaining a full fire not only offers a more efficient heat source, but insures plenty of fuel to light the fire the next day. The area around the fire is cleaned of all debris before pulling the fire apart. The coal is then pulled farthest away from the fire to make room around the firepot for the coke. Coke is then pulled out of the fire pot and left nearest the pot. Hot fuels are not piled too deeply or the fire will continue to burn on its own. It is not necessary to flood the hot coals with water unless there is danger of fire spreading to the building if it is left unattended. Water logged coke is harder to light even after it dries, and water poured on a hot firepot will break it. As long as the bulk of the fuel is pulled out of the fire, the fire will go out on its own. Most of what is left in the firepot is 'fines' and these are removed with a shovel the following day and sifted to separate good coke from small pieces of clinker.
Latest Update October 21st, 2001.
The author can be emailed at address in picture below: